Click on the PID’s to view them
Process Description
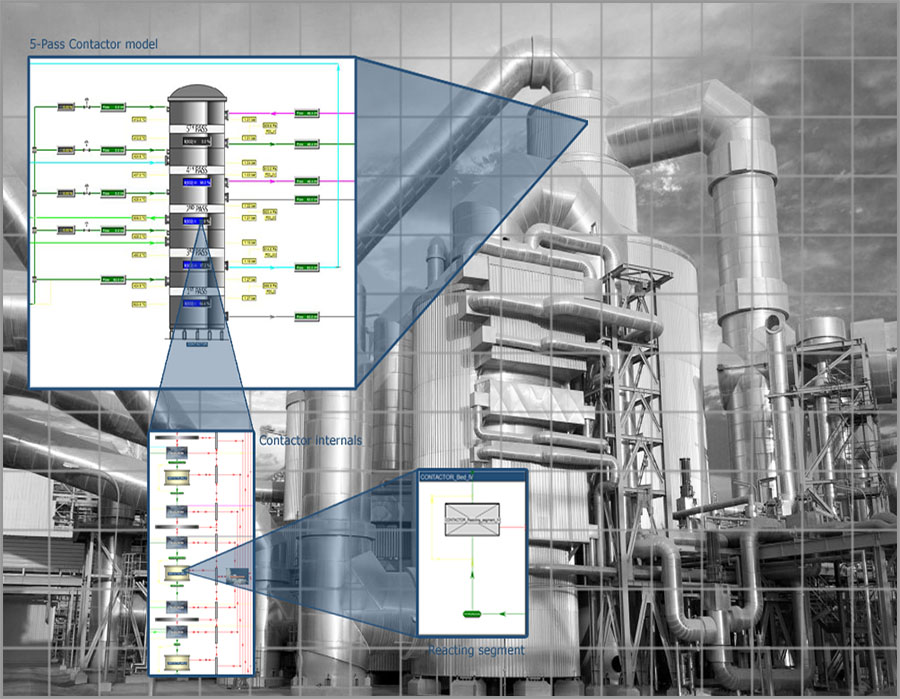
Plant capacity – 500t/day. The process starts with molten Sulphur which is being burned in the incinerator unit which is coupled with steam boiler (P&ID -1). Air used for the incineration is dried in the air drying tower (P&ID-4) and an air blower is used to provide sufficient air flow to the incinerator. In the incinerator liquid sulphur is being turned into SO2 gas, and some SO3 traces. Then this gas is processed to the 5-pass converter (P&ID-2), were SO2 is being converted into SO3. Gas rich with SO3 is processed to the two-stage inter-pass absorber (P&ID-3), where SO3 is being stripped out with sulphuric acid. With SO3 striped out the SO2 conversion is enhanced as this is equilibrium reaction. Almost 100% conversion is obtained. Hot reacting gas, is leaving the contactor after each reacting bed to be cooled down to a control bed inlet temperature in the economizers/super heaters section (P&ID-5). After the last contactor bed, the SO3 rich gas is processed to the final absorber (P&ID-8), where it is being stripped out, with sulphuric acid, to increase the acid concentration. Gas leaving the final absorber is going to stack (SO2 under 100 ppm). Acid tanks, are providing the acid with different concentration (wt%) and temperature to the absorbers, making an acid circuit (P&ID-6). Controlled concentration (wt%) sulphuric acid is being produced and taken out of the acid circuit (P&ID-7). Hot produced gas in the process is cooled down with water and HP stem is being produced, produced acid is also being cooled down with water coming from the water circuit (P&ID-9 ).
Objective
The objective of this model is to simulate a real plant (dynamic) operation with model accuracy level of 95% or higher – matching the real plant data. Model should be used for testing off and optimizing the plant operating sequences, as well as start-up and shut-down procedures, ESD, and possible plant abnormal situations. Model will also be used as an Operator Training Simulator (OTS) to improve the operator performance. Process control should also be a part of the built model.
Outcome
Mobatec Modeller dynamic model had the accuracy of 99% matching the real plant 100% steady-state plant data & 95% matching the real time response of the plant operations. Model has 17 controllers “installed” just as in the real plant keeping the model (plant) in 100% steady-state operation regime. Therefore high fidelity real time simulations were possible for research and plant operation optimization purposes.